新乡市建通路桥材料设备有限公司为您免费提供沥青路面灌缝胶,耐高温灌封胶,公路填缝胶等相关信息发布和资讯展示,敬请关注!
咨询热线
18937318900
18937318900


橡胶山东止水带热硫化接头流程中埋式橡胶止水带的接头方式有两种:一种是用粘接剂冷接头法,另一种是热硫化模具接头法。今天我们来详细介绍一下热硫化模具接头法。
热接硫化法接头是使用与橡胶止水带匹配的热硫化模具(止水带热熔焊接机)及生胶片现场硫化热接,施工难度大,但接头效果理想,适合对工程质量要求严格的项目。
橡胶止水带接头步骤如下:
首先:准备好橡胶止水带接头所需要的热硫化复合式焊接机具:
第二步:提前30分钟接通电源进行热熔焊机预热,预热温度应达到130——150℃。
第三步:将止水带接头切割整齐,利用打磨机对端头进行打磨,宽度不小于5cm。
第四步:分别切割10cm宽生橡胶帮接条和1cm宽生橡胶连接条。
第五步:拔掉电源,关闭预热焊机,将止水带接头平铺在焊机底板上。
第六步:将1cm宽生橡胶连接条放入接缝中间。然后将10cm宽的生橡胶帮接条平铺在止水带的打磨面上,保证接缝两侧宽度均等
第七步:合上热熔机,拧紧螺栓。接通电源5分钟后,再次拧紧螺栓加压(以两个人拧不动即可),继续加热5分钟,关闭电源焊接结束。
后一步:热熔焊机冷却20分钟后,取出止水带,进行焊接的外观检查,合格后方可进行安装作业。
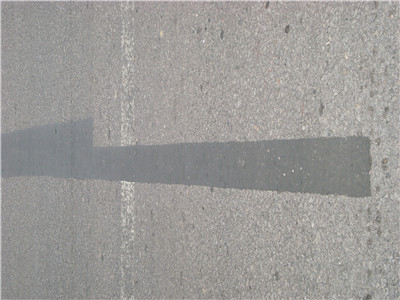
施工前:






面层贴封带施工1年后:







上一个: 山东高速公路专用双面贴
下一个: 山东道路止水带








 18937318900
18937318900 
 点击咨询
点击咨询 